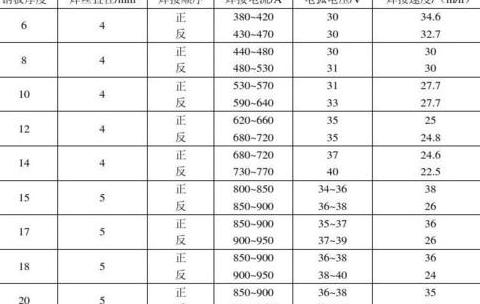
气保焊电流电压参照表
应根据焊接参数(例如厚度,焊接状态,焊接速度和材料类型等)确定焊接电流的选择。在保护二氧化碳气体时,应协调焊接电流和焊接电压,以确保电线递送和焊接电压速度可以匹配焊接线的熔融速率,该焊接线保持弧形长度为稳定性。
根据焊接参数选择合适的板厚焊接电流后,可以使用以下公式::焊接电压=(0.05×焊接电流+14)3计算焊接电压。
)伏-如果选择焊接电流为400A,则计算焊接电压如下:焊接电压=(0.05×400+14±3)=(20+14±3)=(34±±±±±±±=( (34±±±±±±3)(34±(34±(34±(34±(34)(±3))
手工电弧焊电流多少合适,电弧电压多少合适
100至120a。
焊杆直径1.62.02.53.24.05.05.8,电流(a)25〜4040〜6050〜80100〜130160〜130160〜210200〜270260〜300以上是扁平焊接的经验电流,焊接电流应为垂直焊接和焊接头10%至10%比正常小20%。
实验期间证实了经验值。
因此,在正式焊接之前,您需要进行焊接测试部分,并使用通常的焊接电流,并需要获得强壮,美丽的焊珠。
焊接(也称为焊接)是一种使用热,高温或高压连接金属或其他热塑性材料(例如塑料)的工艺和制造技术。
现代焊接有许多能源,包括气体火焰,弧,激光,电子束,摩擦和超声波。
除了在工厂中使用外,还可以在各种环境中进行焊接,例如在田间,水下和太空中。
无论发生焊接的地方,都可能对操作员造成伤害,因此必须在焊接过程中采取适当的保护措施。
由焊接引起的人体受伤的可能性包括燃烧,电击,视力缺陷,有毒气体吸入,过度的紫外线暴露等等。
在焊接过程中,工件和焊料在熔化池冷却和固体后形成液体区域,形成材料之间的连接。
此过程通常需要使用压力。
有许多用于焊接的能量来源,包括气体火焰,弧,激光,电子束,摩擦和超声波。
在19世纪末之前,唯一的焊接过程是拥有金属焊接,铁匠已经使用了数百年。
最早的现代焊接技术出现在19世纪后期,是第一个电弧焊接和氧气的焊接,然后是焊接性。
在20世纪初期,随着第一次世界大战和第二次世界大战的爆发,对军事设备的廉价和可靠连接方法的需求很大,从而促进了焊接技术的开发。
今天,随着在工业应用中使用焊接机器人,研究人员仍在研究焊接特性,并继续开发新的焊接方法来改善焊接质量
气保焊电流电压参照表
气体保护焊是一种常用的焊接技术,包括多种类型,例如MIG焊(金属惰性气体保护焊)、MAG焊(金属活性气体保护焊)和TIG焊(钨极惰性气体保护焊)。焊接)。
每种焊接方法都有其特定的电流和电压参数,这些参数取决于焊接材料类型、厚度、焊接速度和焊丝直径等因素。
以下是基本气焊电流和电压参考表的一些指南。
1. **MIG焊接(金属惰性气体保护焊)**: - 薄板(0.5-1.6毫米):电流100-200A,电压12-16V。
-中板(1.6-3.2mm):电流200-300A,电压16-22V。
- 厚板(3.2-6.4mm):电流300-400A,电压22-28V。
2. **MAG焊(金属活性气体保护焊)**: - 薄板(0.5~1.6mm):电流120~250A,电压14~18V。
-中板(1.6-3.2mm):电流250-350A,电压18-24V。
- 厚板(3.2-6.4mm):电流350-450A,电压24-30V。
3. **TIG焊(钨极惰性气体保护焊)**: - 薄板(0.5~1.6mm):电流50~100A,电压8~12V。
-中板(1.6-3.2mm):电流100-150A,电压12-16V。
- 厚板(3.2-6.4mm):电流150-250A,电压16-24V。
这些参数仅供参考,实际焊接过程中应根据具体情况进行调整。
焊接设备的技术手册通常会提供较为详细的参数设置,同时经验丰富的焊工根据焊接效果进行实时调整。
焊接时安全工作、穿戴适当的防护设备并遵循所有安全程序非常重要。
焊接电流电压参照表一般在哪里获取
有多种方法可以获得焊接电流和电压参考表。通常,焊接设备的操作手册中包含详细的参考表,根据设备的具体型号和性能,给出了适用的焊接电流和电压参数的范围。
这些参数均由设备制造商测试并与设备相匹配。
。
相关焊接技术书籍也是很好的资源。
专业焊接教材和手册涵盖多种焊接方法(如手工电弧焊、气体保护焊等)和多种材料(如碳钢、不锈钢、铝合金等)。
.)及各种焊接方法,零件厚度对应的电流、电压参数全面、系统,可为各种要求提供参考。
此外,焊接设备制造商的官方网站通常有技术信息部分。
这可能包括各种焊接电流和电压参考表,新将随着技术更新而及时发布。
一些行业论坛和社区还设有参考表,焊接从业人员可以在其中分享他们的经验和信息,并且也可能有实用的参考表资源。
另请联系您的焊接设备供应商。
他们拥有丰富的产品知识和应用经验,可以提供相关参考表或提供建议。